
Publication 87000050
Rapid-Air
Operating Instructions
100D & 100T Series Servo Feed
Control Ver. ‘C’
100D, s/n 133095 & Later
100T, s/n 133336 & Later
4601 Kishwaukee Street, Rockford, IL 61109
815.397.2578
www.rapidair.com

1 | Page
Thank you for purchasing a Rapid-Air 100 series servo feed.
Our roots are in stamping and our engineering expertise is extensive. Many of our
earliest products remain in use today, in small shops and large factories worldwide.
Some of these products are still manufactured, with only slight modifications to the
original design allowing for modern manufacturing technologies to be used in their
production.
We designed and built our first servo driven roll feed in 1994. The current models
combine the best of our proven mechanical design with a state of the art control
system. As with the whole Rapid-Air product line there has been an ongoing
program of product improvement.
All Rapid-Air products are built right here in our own U.S. factory. No inconsistent
design, differing parts or sourcing problems. Just the same reliable quality,
renowned support and lasting value you can always expect from Rapid-Air.
TABLE OF CONTENTS
Specifications ………………………………………………………………… 2
Mechanical Set-up ………………………………………………………………… 4
Servo Feed Operation ………………………………………………………… 6
Troubleshooting .......................................................................................... 19
Warranty …………………………………………………………......…. 21
Addendums ………………………………………………………………… 22
– 100D Electrical Schematic ….……………………………..…………….…… 23
– 100D Electrical Assembly Drawing ………………………..…………….…… 26
– 100T Electrical Schematic ….……………………………..…………….…… 28
– 100T Electrical Assembly Drawing ………………………..…………….…… 31
– Adjustable Mounting Bracket Drawing …………………..…………….…… 33
– 106(x) Assembly Drawing .................................................................... 34
– 112(x) Assembly Drawing .................................................................... 36
– 118(x) Assembly Drawing ..................................................................... 38

2 | Page
.
SPECIFICATIONS
Mechanical
100D
Max Material Width:
106D 6” (152mm)
112D 12” (304mm)
118D 18” (457mm)
Max Thickness Capacity at Full Width:
106D 0.085” (2.15mm)*
112D 0.060” (1.52mm)*
118D 0.045” (1.14mm)*
* based on low carbon steel, commercial grade
100T
Max Material Width:
106T 6” (152mm)
112T 12” (304mm)
118T 18” (457mm)
Max Thickness Capacity at Full Width:
106T 0.105” (2.66mm)*
112T 0.080” (2.03mm)*
118T 0.065” (1.65mm)*
* based on low carbon steel, commercial grade
Common
Max Feed Roll Opening:
106(x) 0.150” (3.81mm)
112(x) 0.150” (2.54mm)
118(x) 0.150” (3.81mm)
Roll Position Repeatability: ± 0.0025”
Roll Type: 8620 C.R.S. Hardened & Ground
Stock Entrance: Edge Guides Standard
Options: Cascade Rollers
Pneumatic Operated Pilot Release Rollers
Mechanical Operated Pilot Release Rollers
Special Rolls – Contact Factory
Self-Centering Edge Guides

3 | Page
SPECIFICATIONS cont’d
Electrical
Line Voltage:
100D 120 VAC, 1Ø, 50/60 Hz
100T 240 VAC, 3Ø, 50/60 Hz
Rated Input Current:
100D 9.9 Amps @ 120 VAC, 1Ø, 50/60 Hz
100T 4.6 Amps @ 240 VAC, 3Ø, 50/60 Hz
Max Inrush Current: 10.0 Amps
Max Operating Temperature: 30˚ C Ambient
Controller: Trio Motion Coordinator MC302X
AC Servo Drive: Kollmorgen AKD–B00606
Display: Beijer H-T60b-S
Enclosure
Rating: IP65
Dimensions: 24” x 18” x 10” (610mm x 457mm x 254mm)
Inputs: Use PNP sensor or isolated contact
Min 3.5 VDC / Max 30 VDC
Min 2 mA / Max 15 mA
Outputs: Sourcing: 24VDC @ 250 mA max.
Options: 460 VAC, 3Ø, 50/60 Hz
AC Cooled Enclosure
Adjustable Mounting Bracket
Serial Feed Interface
Pneumatic
Shop Air Filtered and lightly lubricated
(required for Pilot Release rolls) Working Pressure 80-120 PSI
Maximum Pressure 150 PSI

4 | Page
Mechanical Setup
Installation
It is very important that the servo feed or a feed & bracket combination be securely mounted and
not allowed to float. When mounting the servo feed it should be positioned with the centerline of
the drive rollers in line with the centerline of the die entrance and at the proper pass line height.
Alignment of the feed to the die (parallelism) is very important to the accuracy of the feed. Drag
due to misalignment can cause short feeds and servo faults. The servo feed has 4 holes,
threaded for 3/8-16 bolt for mounting purposes. The bolts used for mounting must not
penetrate into the servo body by more than 0.625”.
If the feed is positioned a distance far enough away from the die so that the material sags then it
is possible to get short feeds or buckling from the feed motion. To help prevent this a guide or
‘bridge’ should be built between the servo feed and the die.
An adjustable mounting bracket is available from Rapid-Air as an optional mounting method (see
page 32). The bracket is mounted directly to the top of the bolster plate via two bolts.
Recommended bolt diameter is 7/16-14. The vertical plate of the bracket has two adjusting
screws to provide additional support, stability and perpendicularity alignment.
Once the bracket has been aligned and secured to the bolster plate the servo feed can then be
mounted to the bracket. The slotted holes in the bracket allow for accurate alignment of the servo
feed on the x-axis. Loosen the elevator locking screws (item #8) and rotate the elevating screw
(item #3) to position the servo feed at the proper pass line height. When correctly positioned
retighten the elevator locking screws to prevent the unit from moving.
Gear Train
The gear train is located on the same side as the roll release handle. It is a non-lubricated gear
train so it is essentially maintenance free.
Pilot Release Stop
(Item #67 on sheet 1 of 2)
Our 100(x) series servo feeds are equipped with a pilot release stop as standard. In a press
feeding application higher speed applications may benefit from adjusting the pilot release stop. By
limiting the amount the rolls can open, time is not wasted by the rolls traveling full open and close.
The pilot release stop adjustment is mounted next to the roll pressure knob and should be set to
let the rolls open about 0.005/0.010” to free the material during piloting.
Roll Release Handle
The roll release handle is located on the side of the servo feed. If the PILOT RELEASE STOP
has not been set then the handle can travel ‘full stroke’ and lock in the fully open position. This is
the max feed roll opening of 0.150”. If the pilot release stop has been set then the handle will only
travel enough to open the rolls to the amount set by the pilot release stop. The handle will not
lock in this position, do not force beyond this point.

5 | Page
Roll Pressure
(Item #34 on sheet 2 of 2)
The roll pressure knob is located on the entrance side of the servo feed and is a knurled knob
with a locking nut located right behind it. It is positioned parallel to the inlet face and uses a
compression spring for adjusting roll pressure. Adjust so there is only enough pressure applied to
properly feed the stock. Exerting too much pressure can result in ‘fluting’ of the edges or cause
camber.
Entrance Guide
The entrance guide’s adjustable rollers should be adjusted to maintain the incoming stock
centered on the feed rolls. Similar guides are available as an option for the exit side of the feed
rolls. By having a set of guides on each side of the servo feed the setup time for aligning the
material in the feed is decreased considerably as you will know that the material is straight
through the feed before entering the die.

6 | Page
SERVO FEED OPERATION
When the control is turned on some of the components must boot-up, much like a computer.
During this period the display will show a ‘clock’ so you can recognize the control is in the process
of getting ready. If the control is turned on immediately after the incoming service is restored, you
will notice a longer boot up time is required.
The display is a touch screen. Touch the screen in the general area of an object when it is
necessary to enter numbers, ‘push’ pushbuttons or reset values. The screen has a built in screen
saver function whereby it blanks after a predetermined time of inactivity. Touch the screen
anywhere to bring back it to life.
On the right hand side of the display there are 5 programmable function keys. These keys have
different functions depending on the active screen. The ‘F5’ key is typically the EXIT or CANCEL
key. The keys are always active. If you forget a key’s function you can press the MENU button
and the function key menu for the active screen will ‘slide out’. The slide out menu is also a touch
key so you can either touch the appropriate menu choice or press the ‘F’ key itself. Once a choice
is made the slide out menu will close. You can also close the slide out menu by pressing the
MENU button a second time. As you become accustomed to the operation of the servo feed you
will probably find yourself calling for the slide out menu less and less.
The servo feed will power up with the last job used as the active job. This means there is no need
to load the same job number day after day.

7 | Page
SERVO FEED OPERATION cont’d
SPLASH SCREEN:
Once the control is booted up and ready to go the Rapid-Air logo will be displayed. This is called
the SPLASH screen. The SPLASH screen is the main menu.
F1 – JOB SELECT Go to this screen to set up the desired job.
F2 – AUTOMATIC Go to this screen to start making parts.
F3 – MANUAL Go to this screen to manually control individual functions.
F4 – JOB REVIEW Go to this screen to quickly see what the active job is and its
parameters.
F5 – ABOUT Go to this screen for information about the servo feed.
You can change to any screen listed, no particular order is required. For purposes of explaining
the controls we will describe how to enter a new job number and the job parameters.
A typical sequence would be:
• JOB SELECT – Enter a job number
o SELECT NEW, EDIT or RECALL
o NEW & EDIT lead to a series of screens that allow you to configure the job recipe.
• MANUAL – Allows you to test settings and position the material for production.
• AUTOMATIC – Ready for production, waiting for the feed initiate signal.
8 | Page
SERVO FEED OPERATION cont’d
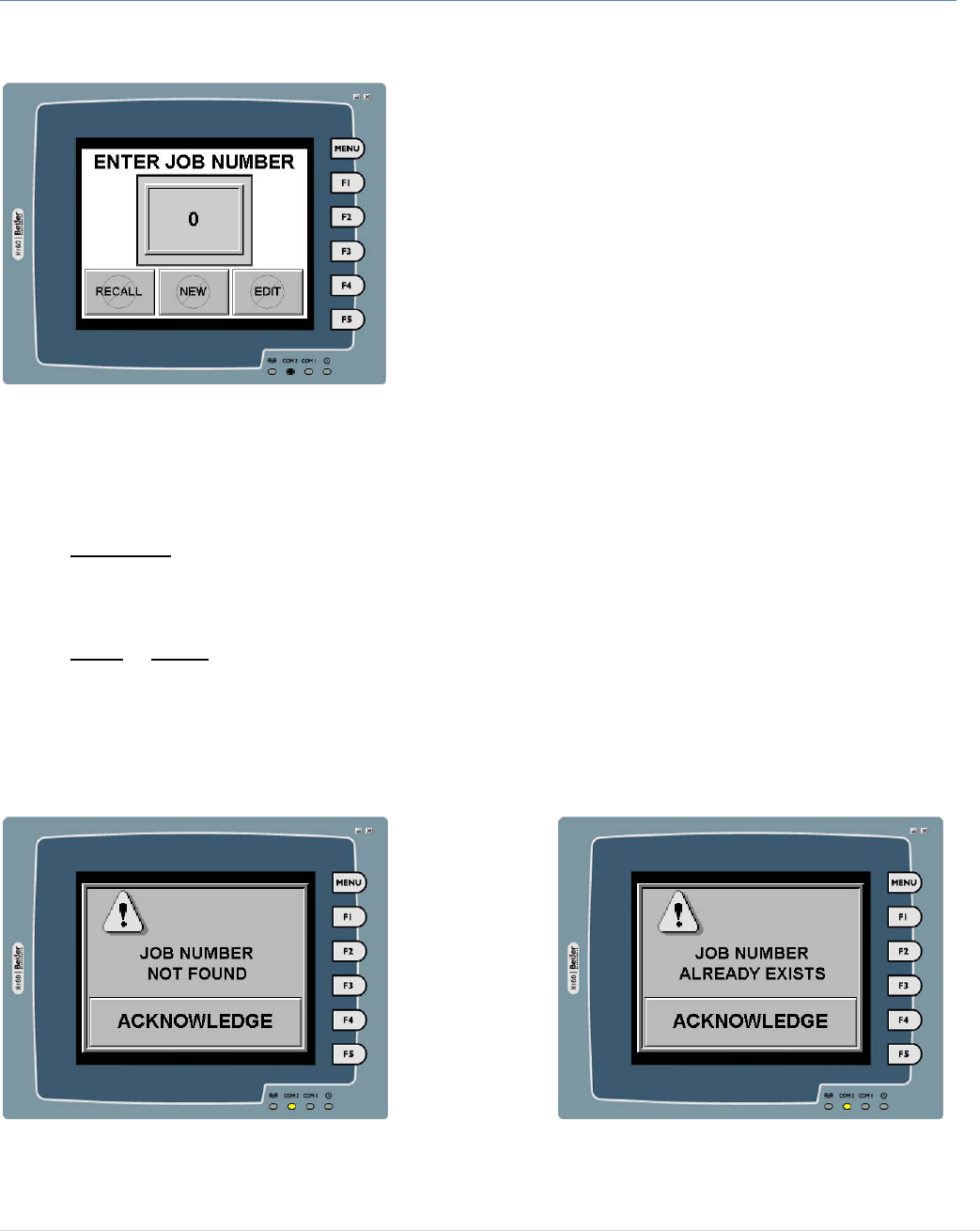
JOB SELECT:
This screen is used to define a new job, edit an existing job or recall an existing job. Up to 99 jobs
can be created and stored. Until a valid job number is entered the ‘RECALL’, ‘NEW’ and ‘EDIT’
pushbuttons are not enabled. ‘F5’ is the only function key used on this screen. Use the ‘F5’ key to
return to the SPLASH screen without changing any job information.
RECALL: This pushbutton recalls a previously set up job and makes it the active job. If an
invalid job number is entered you will get a fault message. Simply acknowledge the
message and try again. When the recall is successful you will be returned to the SPLASH
screen.
NEW & EDIT: Both of these pushbuttons will lead you through the same job definition
screens. If you’ve forgotten what job numbers have previously been set up and you enter a
used number and then push ‘NEW’ you will get a fault message. This action is intended to
keep the operator from accidentally changing a stored job. Similarly, if you enter a job
number that does not exist and try to ‘EDIT’ it you will get a fault message. Simply
acknowledge the message and try again.
9 | Page
SERVO FEED OPERATION cont’d
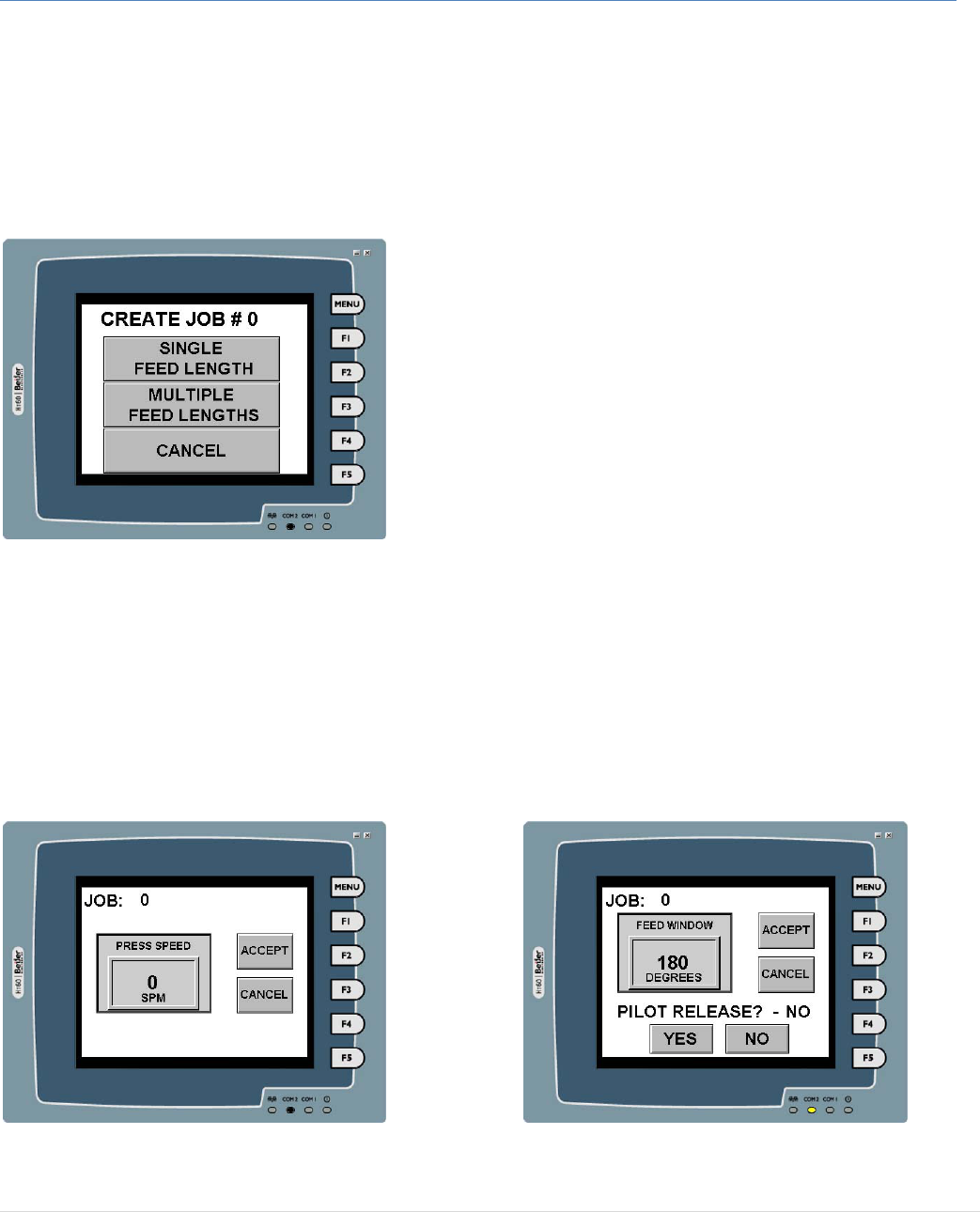
NEW & EDIT:
When entering job parameters the first decision is whether the job is a single sequence (1 feed
length) or a multi-sequence (2 or more different feed lengths) application. Jobs #1-25 may be
defined either way, while jobs #26 and higher can only be a single job. For jobs 1-25 you are
presented with a screen to select either SINGLE FEED LENGTH or MULTIPLE FEED LENGTHS.
On jobs #26 and higher this screen is bypassed.
NEW – SINGLE SEQUENCE
For all single sequence jobs you are presented with 3 more screens to enter the required job
information. Enter the PRESS SPEED in strokes per minute. Enter the FEED WINDOW in
degrees and indicate if PILOT RELEASE of the rolls is required. Not all models of the Rapid-Air
servo feeds are equipped with the pilot release capability as standard, so the PILOT RELEASE
defaults to NO. If your model does not have pilot release capability or your application does not
require pilot release you may skip the PILOT RELEASE prompt.

10 | Page
SERVO FEED OPERATION cont’d
Finally enter the FEED LENGTH. For the operator’s convenience the units used for length can be
toggled between inches and millimeters.
After all of the parameters are entered the job settings are displayed. The operator is asked to
confirm the information is correct. If any entry needs to be corrected the ‘F’ keys or the slide out
menu will allow a particular parameter to be changed. Once accepted the controller does the
math to determine the needed move profile and confirm the requested move is within specs of the
servo feed model. Upon successful entry of a job the operator is returned to the SPLASH screen.
If the move is beyond the capabilities of the
servo feed a warning is displayed.
Acknowledging the fault will return the
operator to the CONFIRM PARAMETERS
screen where the job can be canceled or
corrected and re-accepted.

11 | Page
SERVO FEED OPERATION cont’d
NEW – MULTIPLE SEQUENCE
MULTI-SEQUENCE jobs require similar information and the screens are designed to step you
through the process. Required information still includes the PRESS SPEED and FEED WINDOW
but this is only entered one time, not for each sequence. Each feed length is a sequence and the
number of sequences is needed. Up to 10 sequences are allowed per job. The operator is only
required to enter information for however many sequences were indicated as being required. In
addition each sequence may be cycled up to 10 times. The default number of cycles per
sequence is 1 and if this is correct it does not need to be changed. For example a job may require
5 feeds of 3 different feed lengths, 1.0”, 0.53”, 0.53”, 0.53” & 2.5”. This job would be a MULTI-
SEQUENCE job of 3 sequences. The 2
nd
sequence would require 3 cycles.
GAG programming is included in the
standard servo feed control, but the
associated outputs are a purchased option.
If the option is not included GAG outputs
may be programmed on/off all day long with
no effect. The outputs are programmed via
the slide switches at the bottom of each feed
sequence screen. When the GAG option is
included the outputs are updated at the
beginning of each sequence.

12 | Page
SERVO FEED OPERATION cont’d
Once all of the required information is entered a brief summary of the job is displayed. Individual
sequences can be reviewed by way of the ‘F’ keys or slide out menu. At this point a job can be
accepted, canceled or edited.
As with the single sequence job definition, once a job is accepted the move profiles are calculated
and checked for compatibility with the servo feed model. If a sequence is determined to be out of
spec an error message is displayed, indicating which sequence is bad. As soon as an out of spec
move is encountered the controller stops processing the job. This means if more than one move is
out of spec you are notified of only one at time and it must be corrected before others will be found.

13 | Page
SERVO FEED OPERATION cont’d
MANUAL:
The manual mode is to aid in job setup and for maintenance. You can jog forward (JOG FWD)
and you can jog reverse (JOG REV). The jog speed can be changed via the JOG SPEED (+) and
JOG SPEED (-) pushbuttons. The speed can vary from 1 to 20. These numbers do not relate to
anything like inches/sec, they are just a reference so you can return to a particular speed during
future setups. When either jog speed change button is pushed the speed changes a small
amount initially. The longer the button is held the more coarse the change becomes.
The SINGLE CYCLE pushbutton will cause 1 feed length to be fed at the normal production
speed and accel/decel rates. The JOG LENGTH pushbutton will jog forward just like the JOG
FWD button except it will only feed up to the programmed feed length and then the POSITION
REFERENCE indicator needs to be reset to 0.000 before it will jog again. Touch the POSITION
REFERENCE ‘box’ to reset it.
It is possible to jog the servo feed via hardwired pushbuttons. If the servo feed was not ordered
with a remote jog pendant it is possible to field install JOG FWD and JOG REV pushbuttons. See
page 2 of 2 of the included electrical schematic. Like the HMI jog buttons, the hardwired
pushbuttons will only be active when the display is on the manual function screen.
‘F1’ will toggle the rollers open and closed if the servo feed is equipped with air operated rollers.
‘F2’ will cycle the END OF FEED output.

14 | Page
SERVO FEED OPERATION cont’d
MANUAL mode for a MULTI_SEQUENCE job is similar with a couple of additional functions.
The manual screen indicates which sequence is active. This is important if you are jogging
SINGLE CYCLE or a SINGLE LENGTH JOG. The ‘F4’ key will allow you to step thru the defined
sequences.
‘F3’ will display a screen that allows you to
turn on/off the GAG outputs. In the manual
mode the GAG outputs are not automatically
turned off/on based on the current sequence.

15 | Page
SERVO FEED OPERATION cont’d
AUTOMATIC:
Changing to the AUTOMATIC screen does not cause the servo feed to respond to the feed
initiate input. The pushbutton labeled START must be pushed to enable the feed cycling. Once
enabled the feed will cycle when the feed initiate input is activated and the pushbutton label will
change to STOP.
The start/stop toggling action of this pushbutton will allow the operator to stop and re-start the
servo feed as needed without going through several different screen changes. The TOTAL
COUNT indicator may be reset at any time. To completely exit the automatic mode press the ‘F5’
key. The ‘F’ keys offer access to 3 additional features of the automatic mode. ‘F1’ will toggle the
displayed feed length between inches and millimeters. ‘F2’ will allow you to adjust the feed length
(while cycling) in 0.001” increments. The adjusted feed length will then be saved as the job’s
programmed length. The servo feed control has an output dedicated to the ‘END of FEED’ signal.
This signal will turn on at the end of the feed motion and will remain on for the time period set via
‘F3’. After the time period has lapsed the output will turn off. On a SINGLE SEQUENCE job the
END of FEED signal will turn on at the end of every feed motion. For a MULTI-SEQUENCE job it
will only turn on after the last cycle of the last sequence.

16 | Page
SERVO FEED OPERATION cont’d
AUTOMATIC cont’d:
The servo feed control has an input dedicated for a TAUT stock sensor. A user supplied sensor
wired to this input will cause the servo feed to stop cycling if the input is triggered. The feed will
continue to feed the length in progress when the input is triggered so it must be adjusted to allow
enough stock in the loop to allow the completion of that feed length. The TAUT stock input is only
active in the AUTOMATIC mode.

17 | Page
SERVO FEED OPERATION cont’d
SERIAL FEED INTERFACE (optional)
The servo feed control has the capability of being interfaced to various press automation controls
via a RS-232 serial communication link. When enabled, all control of the servo feed is done by
the mothership. When ready to operate the screen shown below is displayed. In addition to the
SFI control reminder the current mode, feed length and pilot requirement is displayed. The SFI
can be field added. To enable the SFI interface a special cable is required (available from Rapid-
Air Corp.) and a configuration jumper must be installed. Contact Rapid-Air for more information.
When the servo feed is equipped for a SFI a RS-232 breakout board is mounted on the control
subpanel. A communication cable from the press automation controller with flying leads can be
connected to the servo feed via the terminal strip on the breakout board. Optionally the servo
feed’s cable connected to the breakout board can be removed from the board and mating DB9
connectors can be coupled together eliminating the need for the breakout board.
The servo feed RS-232 pinout is:
5 - GND
3 - RX
2 - TX
SH - SHIELD

18 | Page
JOB REVIEW
When the feed is powered up the last job used, edited or recalled is the active job by default. If
you do not remember what that job is you can review it by pressing ‘F4- JOB REVIEW’ on the
SPLASH screen.
ABOUT
If you contact Rapid-Air Corp. to request parts or seek other assistance with your servo feed you
may be requested to provide the Rapid-Air serial number or other programming information. You
can find this information on the ‘ABOUT’ screen. Because the display or other parts may not be
working when you need to contact us please record the information in the space provided below.
Servo Feed Model Number _________________________________________
Serial Number (S/N) ___________________________________________
Shop Order Number (S.O.) ___________________________________________
Controller Prog. Number ___________________________________________

19 | Page
TROUBLESHOOTING
If the servo drive faults out it is reported back to the controller as a general fault condition and the
controller is not able to annunciate the specific cause. The operator interface will display the
following message.
There is a 2 character LED display on the front panel of the drive. The left character will be ‘F’ as
in fault, and the right side displays the 3 digit fault number as follows: 1-9-1-[break] (for example).
If the drive faults out you may get lucky and it is a onetime occurrence. Note the fault code and
completely cycle power by turning the disconnect off and on. If this does not clear the fault or the
fault quickly returns contact Rapid-Air Corp.
A fault you are more likely to be able to recover from will be sensed by the controller and the
following message will be displayed.

20 | Page
TROUBLESHOOTING cont’d
Roll Parallelism
The servo feed has an eccentric shaft to allow adjustment of the upper roll to ensure it is parallel
with the fixed position lower roll. It has an adjustment of 0.005” and the adjusting mechanism is
located on the side of the feed by the Roll Release handle. The eccentric is locked in position by
two ¼-20 button head screws. The shaft has 5/8” wrench flats which allow CW or CCW rotation to
move the position of the upper roll end.
The parallel adjustment is factory set at assembly. If material tracking is a problem first inspect
the alignment of the feed to the die as well as the payoff equipment setup. Also confirm the
material itself is not the issue. Check the material camber by cutting a 3’ to 5’ length of stock from
the payoff. Lay the material next to a straight edge and observe if there is camber. If there is not
obvious camber turn the sample strip upside down from the way it is normally being fed and run it
through the servo feed. If the material now tracks in the other direction it could be indicative of a
material issue rather than a feed problem.
Only after confirming these items are not the cause should you attempt to adjust the roll
parallelism.
Roll Parallelism Adjustment
• Remove both the entrance and exit roll covers.
• With the upper roll down, shine a light on the contact point between the upper and lower
rollers. Observe from the opposite side. If the amount of light showing between the rollers
is the same for the entire length of the rolls then the parallelism is good. If one end or the
other has more light showing (i.e. more gap) then adjustment is indicated.
• To adjust:
o Loosen the two ¼-20 button head eccentric lock screws.
o Rotate the eccentric while viewing the amount of light showing between the rollers.
Rotate until the rolls appear parallel.
o Tighten the two ¼-20 button head eccentric lock screws. Check the opening with a
feeler gage
• Replace both the entrance and exit roll covers.

21 | Page
WARRANTY
Warranty Terms & Conditions
ALL SALES BY THE COMPANY ARE MADE SUBJECT TO THE FOLLOWING TERMS AND
CONDITIONS. PLEASE READ.
Warranty – The Company warrants for a period of one year from the date of shipment by the
Company that the product shipped is free from defects in material and workmanship.
THIS WARRANTY IS EXCLUSIVE AND IN LIEU OF ALL IMPLIED WARRANTIES IN LAW,
INCLUDING MERCHANTABILITY. The Company obligation under this warranty is limited to
repairing or replacing, F.O.B. Rockford, IL, any part or parts proved to have been defective when
shipped. In no event shall the Company be liable for special or consequential damages.
Provisions set forth in specifications are descriptive and subject to change and are not intended
as warranties.
Customer License Agreement
Rapid-Air reserves the rights in its software. The software program is licensed by Rapid-Air to the
original purchaser of the equipment which contains the software for use only on the terms set
forth in this license.
You may use the program only on the programmable servo controller furnished with the system
and only in conjunction with the servo feed supplied with the system.
You may not without expressed permission from Rapid-Air:
A. Copy, distribute, or document the program for others.
B. Modify or merge any portion of the program for use on non-compatible hardware.
C. Make alterations to the program.

22 | Page
WARRANTY
NO ADDENDUMS

23 | Page

24 | Page

25 | Page

26 | Page

27 | Page

28 | Page

29 | Page

30 | Page

31 | Page

32 | Page

33 | Page

34 | Page

35 | Page

36 | Page

37 | Page

38 | Page

39 | Page
