
1
INSTRUCTION BOOKLET FOR
AIR FEEDS
200 Circuit Drive • North Kingstown, Rhode Island 02852 • USA
International Phone: 401-781-7800 • Toll Free: 800-338-7268 • Fax: 401-738-2586 •
• Internet Address: www.durantco.com •
12/03
2
ATTENTION: PLANT MANAGER
Thank you for purchasing Durant equipment. Enclosed are very important safety instructions,
operating instructions, and setup procedures.
Read all these materials completely and carefully. Please distribute copies to your SAFETY
MANAGER, PRODUCTION MANAGER, and MACHINE OPERATORS.
If there is any help required in setup or operation, we will be readily available for your assistance.
Thank you again and we look forward to developing and maintaining a fine relationship with your
company.
Sincerely,
DURANT TOOL COMPANY

3
SAFETY INSTRUCTIONS FOR ALL
DURANT EQUIPMENT
The enclosed information and instructions must be forwarded and distributed to the Plant
Safety Director, Plant Manager, Production Manager, and all Operators of Durant equipment.
Operators of Durant equipment must have a minimum of (3) three years operating experience
with similar Durant press room equipment or a minimum of (3) three years experience with identical
equipment manufactured by other press room equipment manufacturers.
WARNING
Never operate, install, or maintain this machine without understanding the complete and safe
operation thereof.
It is the employer’s responsibility to provide proper safety devices and equipment to safe-
guard the operator from harm and to safeguard this machine at all times to meet all current govern-
ment safety codes and standards.
CAUTION
All Durant equipment must be securely fastened to the floor. This will prevent the machine
from tipping. Failure to follow the above instructions could cause harm to the operator or machine.
ATTENTION
If any danger points are observed:
1. Immediately stop machine.
2. Do not run machine until danger point is eliminated.
3. Report danger point in writing to your employer.
4. Keep a copy of your report for your records.
5. Do not run machine again until danger point has been corrected.
6. It is your employer’s responsibility to safeguard this machine to meet all government safety
codes and standards.
7. There are U.S. companies that specifically specialize in safe guarding machines to plant
requirements and government codes. The safe guarding companies are located throughout the
United States, Canada, and foreign countries. Representatives will visit your site to advise
and recommend safe guarding procedures for your company.
IMPORTANT
Before the first use and monthly thereafter, all nuts, screws, and bolts should be checked for
tightness. Gears, sprockets, chains, and belts should also be checked for tightness.
Grease and oil fittings and reducers monthly.

4
DURANT / HERRBLITZ pneumatic feeder was
produced to feed automatically strips and wires, for
pressings and/or mechanical functions that require
stroked fed elements.
The Durant/Herrblitz feeder may be mounted:
a) Directly on the die: Feed entry into the die (push-
ing strip) or feed exit from the die (pulling strip).
As in this case the feeder is very near to the matrix
of the die, all the problems of strip bending are
avoided, specially with thin and delicate strips.
b) On the press or another machine through a
bracket or a square. Also in this case it may be
mounted feed entry into the press (pushing strip)
or feed exit from the press (pulling strip).
1- FEED ENTRY INTO THE DIE (PUSHING
STRIP)
Install a plate between the base of the die and the feeder to
allow realignment in the vertical plane after resharpening the
blanking-tool (fig. 1).
This plate should not exceed the size of the main body of the
feeder otherwise movement of the feeder clamp will be
restricted. Always adjust for perfect alignment between the
feeder and the strip sliding plane (fig. 2-2A).
1A-FEED EXIT FROM THE DIE (PULLING
STRIP)
Picture 3 is an example of a pulling application.
Attention: the feed clamp must have the possibility to move
freely backwards and down. It is advisable to use a pneumatic
or an electric control through a cam.
2-FEEDER MOUNTED ON THE PRESS
When the feeder has to be installed on the press and/or on the
operating machine, normally a mounting bracket (see fig. 4) is
required, directly fitted on the press table. For our heavy-duty
series feeders, we have a special bracket (fig. 4A) which is
adjustable with screws both for height and the direction of the
strip feed. On demand we can supply an appropriate bracket to
mount feeders exit from the press (pulling strip).

5
PUTTING INTO SERVICE
Important note: The pneumatic and electric connection of the
feeder, and the mechanical linking must always be securely
locked and isolated from the control panel of the machine in the
work place.
The whole installation must conform to the dispositions UNI-EN
and to the Machines Directives 89/392/CEE; 73/23/CEE and to
the EN 292-1; En 50204-1.
3- MOUNTING OF THE FEEDER ON THE DIE
OR OPERATING MACHINE.
The fastening of the feeder on the die or on the bracket needs 2 or 4
screws (heavy models) (fig. 5).
Important note: it is necessary to assemble when the machine
emergency block is SWITCHED ON.
4-AIR POWER SUPPLY AND LUBRICATION
Important note: the following operations have to be made when
the machine emergency block isSWITCHED ON.
Compressed air must be filtered and dehumidified. Operating
pressure: 4-8 Bar (fig. 6). We suggest to provide the small feeders
with a small size lubricator (1/4 gas fitting) as at low air consump-
tion, the medium and large size lubricators are inefficient. Use oil
for pneumatic lubrication, (hydraulic oil) type ISO VG 22. Do not
use spindle oils, motor oils or solvents. Use of these types of oils
will cause feed performance to deteriorate, as well as premature
wear. Regulate the lubricator so that it supplies a drop every 50-60
seconds approximately.
IMPORTANT NOTE: OPERATIONS TO BE DONE AT
SHIFT BEGINNING
• CONTROL OF THE LEVEL OF THE LUBRICATING OIL IN
THE BOWL OF THE LUBRICATOR
• LUBRICATION OF THE GUIDES WITH EXPENDABLE
MACHINE OIL
To facilitate the insertion of the strip
on the feeder, it is preferable to install
a 3-way exhaust valve on the feeder,
which stops the air supply and
discharges the feeder air at the same
time (fig. 6A)
Compressed air entry is located on
the side of the feeder in the types A-
B-C; BX; CX; DX; P-S-Z (fig. 7),
and under the block in the types SX;
ZX; TZ; V; 2TV; K; 2TK (fig. 7A).
6
5-FEEDER ACTUATING
Herrblitz feeders may be operated in the following ways:
5A-FEEDER OPERATING BY MECHANICAL ACTUATION
The reciprocating movement of the press and/or of the die is transmitted to the control valve A through an adjustable
plunger (B) mounted on the ram of the press or on the upper die block (fig. 1).
It is advisable to use this actuation system in case of a minimum vertical stroke of the press
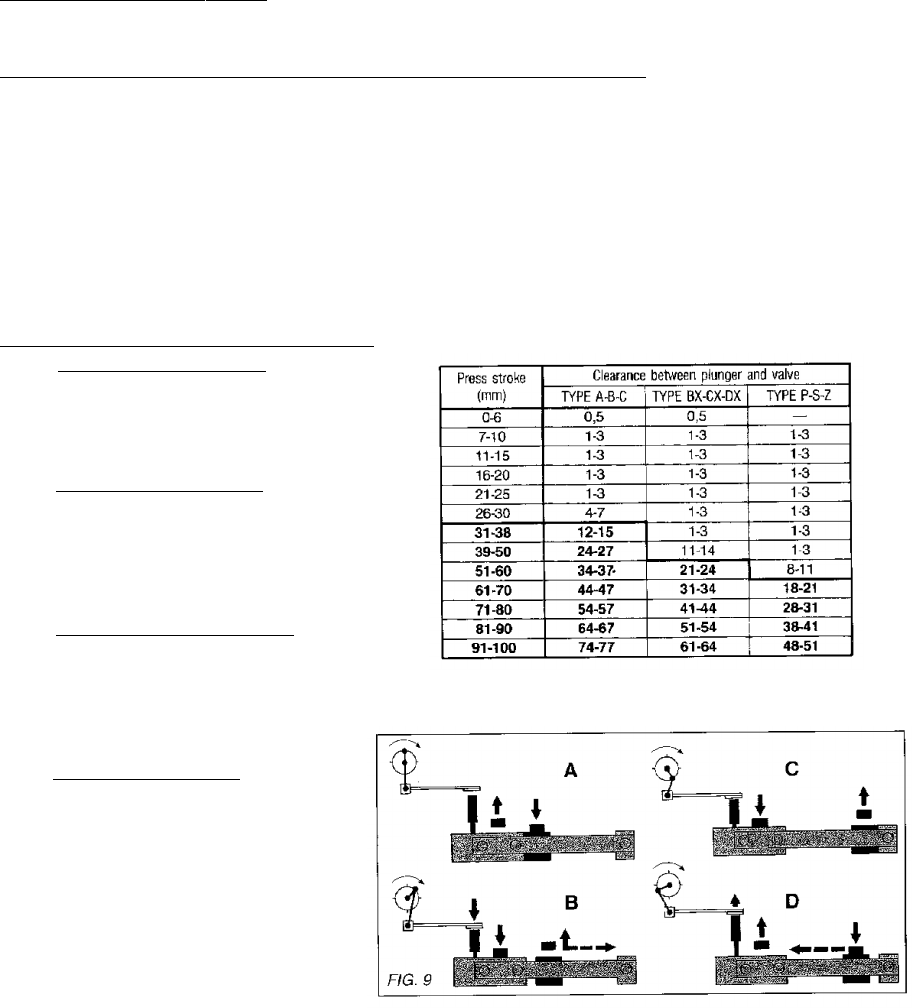
(30-40mm). When the press is at the top of dead centre and the air inserted in the feeder, the distance between plunger B
and valve A must be between 1 and 3 mm.
Table 8 will define the clearance between plunger B and valve A relating to the press-stroke and type of feeder. With long
vertical strokes of the press (see the heavy type written values), it is recommended to use, instead of the mechanical
valve, the electrical or the pneumatical remote actuation. Plunger B should contact the center of valve A stem.
Important note: these adjustment operations must be made when the machine emergency block is SWITCHED ON.
5B-AIR FEED SEQUENCES (fig. 9)
A) Press at Top Dead Centre:
- mechanical valve up
- stock clamp is open
- mobile clamp is closed and forward
B) During press downstroke:
- mechanical valve is actuated
- stock clamp closes
- feed clamp opens
- feed clamp goes back
C) Press at Bottom Dead Centre:
- mechanical valve is actuated
- stock clamp is closed
- mobile clamp is open
- feed clamp has finished its backstroke
D) During press upstroke:
- mechanical valve is coming up
- stock clamp opens
- feed clamp closes
- strip feeding begins

7
5C-FEEDER OPERATING BY ELECTRICAL OR PNEUMATICAL REMOTE ACTUATION
If the press work requires very long ram-strokes, i.e. for deep drawing, or if it is necessary to feed at a precise moment
during the rotatory press cycle (e.g. because of long pilots), or if two or more synchronized feeders have to be coupled,
then it is necessary to employ a remote control (pneumatic or electropneumatic) actuated by a circular or linear cam
(fig. 10-11-12-13).
PNEUMATIC CONTROL CONNECTION SCHEME
The following voltages are available:
24V/50Hz-24V/60Hz-110V/50Hz-120V/60Hz-220V/50Hz-240V/60 Hz-24 VDC
Important note: connect with machine emergency block SWITCHED ON.
ELECTRIC CONTROL CONNECTION SCHEME

8
6- SHAPE AND ADJUSTMENT OF THE CIRCULAR CAM FOR REMOTE ACTUATION
The shape of the cam depends on the number of cycles pro min. and on the feed stroke.
To assist in preventing downtime, we can supply a cam with adjustable sector α and locking ring.
Herewith there is the working diagram on α lobe of the cam, in relation to the cycles pro min. of the press or working
machine (fig. 14).
Lobe α determines the back-stroke time of the mobile clamp (not feeding time).
For a better indication of the feeding times we represented the cam as a clock (fig. 15) and we determined more of less
the following sectors:
- from 8 to 12 begin of material feed cycle
- from 12 to 4 end of material feed cycle
- from 4 to 8 the mobile clamp goes back to take other material and the die makes the pressing.
7- FEEDER OPERATING BY A REPEATER CONTROL SYSTEM.
The air feed can be multiple stroked for each cycle of the press to obtain greater feed length increments than the air
feed’s maximum feed stroke capacity.
Our repeater conotrol (fig. 16) has a digital counter and its advantage is that it works through pontentiometers, so it is not
necessary to mount end strokes and electrical cables on the feeder.
Through potentiometer B it is possible to adjust the feeding speed of the mobile clamp in relation to the stroke length.
Through potentiometer C it is possible to balance the dwell of the clamp at the
forward stroke-end and at the backward stroke-end.
Sector E connects and disconnects the repeater system:
- When it is disconnected (pos.MAN) the press works with endless cycle and controls
the feeder.
- With the repeater system switched on (pos. AUT) the feeder controls the press,
which works in single stroke sequence.
If we set number 1 on the display the feeder control the press and signals the
downstroke. This “single stroke device”, is used when the press speed is too high in
relation to the feeding stroke of the feeder. Push button D starts the work-cycle.
Important note: The electrical connection of the repeater control system must
always be securely locked and isolated from the control panel of the machine in the
work-place. The whole installation must conform to the dispositions UNI-EN and to
the directives 89/392/CEE; 73/23/CEE and to the EN 292-1; EN 50204-1.

9
8- INSTALLING COUPLED FEEDERS (PUSH - PULL MOVEMENT TO FEED BARS,
CROP ENDS, PROFILES)
Many applications function without feeding from coil.
In this case it is necessary to use two feeders with synchronized movement: (fig. 17)
- the first one, before the die or the machine, pushes the material into the die.
- the second one, after the die or the machine, pulls the material out of the die.
When the first feeder finished feeding material into the die and the second one takes control of the feed, it is possible, by
means of a 3 way valve, to release air from the first feeder and enable new material to be inserted and allow operation of
the press on continuous cycling.
Syncronized action is controlled by the electicvalves on the feeders which are both operated by the same cam on the
press.
It is also possible to synchronize them mechanically, by connecting both feed - clamps with a light alloy rod.

10
9- STOCK CLAMP OPENING FOR PILOT
RELEASE
The cheapest system is to replace the stock clamp of the
feeder with a spring clamp (fig. 18).
Turn the hex nut to compress the spring for the desired
clamp material pressure. So the strip may be slightly
adjusted by the pilots.
For most pilot release applications, set the feed pitch
approx. mm 0.1 shorter than required and the pilot release
stock clamp will allow the pilot pin to pull the material
under the clamp pad into the proper position.
For a complete opening of the stock clamp during the pilots
centering, two solutions are available:
a) An additional electricvalve (fig .19) on the feed block
(internal pilot release).
This additional valve, actuated by a cam, opens the stock
clamp when desired.
Included parts are:
- the cam to control the electricvalve of the feeder
- the cam to control the electricvalve of the clamp
- the two proximities to be installed on the cams
- an electrostatic device to coordinated the two
electricvalves
With this system, the stock clamp is not made heavy and
replies quickly to the opening and closing signals.
b) Electrolpneumatic clamp pilots (fig. 20).
The clamp pad is fitted with a quick response cylinder for
positive stock grip and release.
Timing is controlled by an external 4-way valve.

11
10- STROKE ADJUSTMENT
Important note: The adjusting operations must be made when machine emergency block is swithed on.
a) It is necesary to position the stop block for the most suitable feed length by reference to the milled cut outs on the
slider guide pieces.
b) Through the fine pitch screw (part 46) and with the air discharged, it is possible to adjust the feeder’s stroke, inserting
adjuster blocks between the screw and the rear shock absorber (fig. 21).
Necessary tools:
Types A-B-C; BX; DX; SX; ZX; wrench mm.28; allen wrench mm.8
Types P-S-TZ; V-K; 2TV; 2TK; wrench mm. 32; allen wrench mm.8
On feeders with 3 rear shock-absorbrrs and 3 screws, the stroke adjustment is made by ajusting the middle screw (fig.
22).
The two lateral adjusment screws can be backed off from the middle screw setting to overcome the possibility of
reducing clamp speed at the end of the stroke.

12
11- FEED SPEED ADJUSTMENT
Important note: The adjusting operations must be made when machine emergency block is switched on.
Note that, with strips of the max. size as per limits of feeder’s performances, it is necesary to open the exhaust valve
fully, whereas with light strips it is advisable to reduce the speed of the feeder to match the requirements of the press (fig.
23-24-25-25). The slower the feed of the strip, the more precise the stroke.
Necesary tools;
Type A-B-C; BX; CX; DX; wrench mm. 8; allen wrench mm. 2,5
Type V-K; TZ; 2TV; 2TK; wrench mm. 17; allen wrench mm.5
On types V-K, TZ, 2TV, 2TK there are 2 adjusting screws, one on each side. Screw first one of them completely, and
then ajust the other one.
USE IN SERVICE
To correctly use Durant/Herrblitz feeders it is essential to carry out:
- correct putting into service.
- the periodical maintenance as indicated.
Full attention must be given to the installation and protection of all guarding.
Important note: The adjusting operations must be made when machine emergency block is switched on.
See point 10: feed stroke adjustment
See point 11: feed speed adjustment
See point 6: cams adjustment
Full attention must must be given to the installation and protection of all guarding.

13
MAINTENANCE
Important note: The following operations must be made with machine emergency block
SWITCHED ON.
Recommendation: All the maintenance operations must be made by qualified and skilled operators.
The aim of the maintenance operations is to restore and preserve the machines in work conditions, as
stated in our operation and maintenance book. It is important to pay considerable attention to verify that the
whole of the complex installation is in order, and that which is stated in the dispositions CE
and UNI-EN 292-1; 292-2; EN 50204-1 is complied with.
12-PERIODICAL MAINTENANCE
Every year check the condition of the main seals mounted on the components of the feeder, replace
those that are worn out, following the Herrblitz feeders components table. Preventive and
scheduled maintenance to avoid breakdowns. The use of our feeder under different conditions
from those stated in this catalogue may cause power losses, air leaks and/or several working
anomalies. These problems may be solved with a program of inspection and maintenance as
indicated in the table for the solution of possible working defects.
TABLE FOR SOLUTION OF WORKING DEFECTS
The letters of alphabet inserted in the boxes of the table indicate the substitutions in priority. The biggest probabil-
ity is indicted by “a” and in decreasing order by “b-c” etc.

14
ASSEMBLING AND DISASSEMBLING OPERATIONS
Attention: The following operations must be made with machine
emergency block switched on.
The ASSEMBLING and the DISASSEMBLING operations must
be made by qualified and expert operations.
They must do exactly what is written in these instructions (putting
into service and maintenance).
The operator must pay attention that the work is done to the
best standard and following the directives 89/392/CEE; 91/
368/CEE: 73/23/CEE; 292-1; EN 50204-1.
MAIN MAINTENANCE OPERATIONS
13- ASSEMBLING AND DISASSEMBLING OF
THE STOCK CLAMP AND OF THE FEED CLAMP
For this operation it is necessary to insert an allen wrench as in fig.
27, to avoid the turning of the pistons, while screwing or unscrew-
ing the respective nut.
Type A-B-C allen wrench mm. 3,5 - wrench mm. 13
Type BX; CX; DX; SX; ZX: allen wrench mm. 3,5 - wrench
mm. 17
Type P-S-Z; TZ; V-K; 2TV: 2TK: allen wrench mm. 5 - wrench
mm. 19
The clamp must always be screwed on the pistons, without
tighting the nuts too much (these are self-locking nuts).
To increase the vertical opening of the two clamps, it is sufficient
to insert washers between the clamps and the pistons (fig. 28).
In fact, there must be a vertical clearance of mm. 0,5 between the
clamps and the strip.
The standard openings of the clamps are:
Types A-B-C mm. 1,5
Types BX; CX; DX; SX; ZX mm. 3
Types P-S-Z; TZ; V-K mm.6
For a good working, it is necessary that the two clamps are
parallel to the lower sliding plates (fig.29).
The strip must be straight and perfectly aligned from the entrance
in the feeder to the die.
Always adjust the roller stock guides with enough lateral clear-
ance for camber and variations in stock width (fig. 30-31).
It is possible to modify the clamps to the profiles and shaped
material, always paying attention to have a level clamp condition
for both the feed clamp and stock clamp (fig. 32-33).

15
14-REMOVING OF THE SECONDARY VALVE
TYPE A-B-C- (fig. 34-35)
a) Using suitable pliers extract the split-ring part 102.
b) Extract the cover - part 5
c) Carefully inject air into the feeder to extract part 7 and part 8.
d) Introduce the special tool built as per fig. 34A into the valve
body and insert the hook into one of the holes in the valve.
e) Exercising a little pressure outwards, extract the valve body
part 6. For the assembly you have to reverse this process.
Attention: it is necessary to lubricate the seal rings before
inserting the valve body. During the assembly part 8 must be
inserted with the slot in the front position (fig. 35).
TYPE BX-CX-DX-SX-ZX-P-S-TZ-V-K-2TV-2TK (fig. 40-41)
a) Using suitable pliers extract the split-ring part 102.
b) Extract part 5T (in case of feeders with more than one cylinder
there are 2 valves 6T).
c) Carefully inject air into the feeder.
d) Part 7T comes out (fig. 36).
e) Introduce the special tool in the holes of valve 6T (see fig. 37)
and extract the valve body 6T. Also use circlip pliers pulling
out and gently rotating the piece. (fig. 37A). For the assembly
you have to reverse this process. Attention: it is necessary to
lubricate the seal-rings before inserting the valve body.
Important note: if you wish to let part 7T come out of body 6T,
blow air from the little hole on part 6T; see fig. 37B.

16
15-REMOVING THE MECHANICAL VALVE
a) Using suitable pliers remove the split-ring part 103 from its site.
b) Extract part 25 + 24 + 23 + 22 and o-ring 73.
c) With a suitable hook tool (fig. 38B) inserting the hook in the hole
in part 26, extract part 26 (see fig. 38).
For the assembly you have to reverse this process.
Attention: fit o-ring 73 like fig. 38A; do not fit it in the air-
discharger slot.
16-REMOVING THE CHROMIUM PLATED
MAIN PISTON PART 14 + 15
TYPE A-B-C; BX-CX-DX; P-S-Z; TZ; V-K; 2TV-2TK
a) Remove the stock block 4, by taking away the keys part 34.
b) Remove the circlip 104 and consequently part 9 + 10 (in case of
more than one cylinder feeders there will be more than one part
9 +10).
c) By using the appropriate pliers extract circlip 105 from its
position (in case of more than one cylinder feeders there will be
more than one part 105).
d) Extract the whole mobile clamp block.
e) Put the whole mobile clamp block in a vice to unscrew part 17
with an allen wrench as follows:
type A-B-C by wrench mm. 27; type BX-CX-DX-SX-ZX by
wrench mm. 32; type PSZ-TZ-K by wrench mm. 36. On some
feeder’s types there are some white plastic washers part 50
inside of part 17, that must be removed and assembled following
our exploded view. On the feeders type P-S-Z the middle part 17
contains part 16C/B + 16D/E for the rapid air-exhaust. They
must be assembled and disassembled following our exploded
view.
f) Using a rubber hammer strike at the cylinder’s head part 14 (on
some models there is more than one cylinder). The cylinder will
extract from the rear end.
g) To unscrew part 16 from part 15, use two wrenches, one to
unscrew part 16, the other one to avoid the rotation of part 15
(fig. 39). This regards feeders type ABC; BX; CX; DX; SX; ZX.
Type A-B-C wrench mm. 21 + mm. 14. Type BX; CX;
DX;SX;ZX wrench mm. 26 + 14. On the feeders heavy duty
series (P-S-Z; V; TZ; K; 2TV; 2TK) insert one rod in the hole on
the cylinder and one in part 16’s hole to unscrew the two parts
(see fig. 40). Attention: for security reasons we put a cyano-
acrylic adhesive on part 16.
h) Then extract part 14 + 15 from the front of the mobile clamp. Do
all the gaskets replacements operations on part 12 and 13 and
reverse this process for the assembly.

17
CHARACTERISTICS AND POSSIBLE CAUSES OF TROUBLES WITH
DURANT/HERRBLITZ AIR FEED
Characteristic Possible Cause
1. Feed and Stock Clamps work, but slide block a. Pilot Operated Valve is stuck, either by grit,
does not move when actuating valve is depressed. swollen nylon, or “O” Rings.
2. Excessive leakage of air from exhaust hole, a. Poppet not seating on bottom of valve hole-
beneath speed adjusting screw when actuating check for grit or chips.
valve is in up position. b. Leaking of “O” Rings. See assembly drawing
for location.
3. Excessive leakage of air from exhaust hole, a. Leaking “O” Rings #62, # 64, #65, # 68, #69
also sluggish operation of feed clamp pistons. parts, 6, 8. See assembly drawing for location.
Actuating valve is up.
4. Excessive leakage of air from exhaust hole a. Tight “O” Rings or grit around pilot operated
when actuating valve is in down position. (Note valve may prevent it from moving its full stroke.
that a slight amount of leakage is normal in this b. Worn Poppet.
position).
5. Stock Clamp does not move up and down a. Worn “O” Ring around O. D. of Stock Clamp
when actuating valve is depressed. Other Pistons.
operations appear normal.
6. Excessive leakage of air from actuating valve a. “O” Ring beneath actuating valve retainer is
vent hole when actuating valve is in up position. leaking. Install “O” Ring beneath retainer-not
in
air groove. See Assembly drawing.
7. Gradually reduced speed. a. Lack of oil.
b. Low viscosity oil.
c. Speed adjusting screw turned in too far.
d. Oversized Poppet.
8. Excessive leakage of air from pilot operated a. Leaking of “O” Rings around pilot valve.
valve vent hole on side of feed. See Assembly drawing.
9. Cushion Pistons act too slow and provide too a. Excessive oil, reduce supply.
much cushion.
10. Mist of oil coming from exhaust hole. a. Excessive oil, reduce supply.

18
11. Feed has difficulty pushing last part of
progression.
12.Under feeding.
a. Feed is not in line with die. A slight angular
adjustment of the feed will reduce the binding of
the stock on the die guides.
a. Insufficient air pressure.
b. Feed is not in line with die.
c. Stock Clamp and feed clamps are loose.
d. Feed is not lubricated.
e. Stock excessively dirty, dirt may be present
between slide block and main body.
f. Feed may be feeding before punches are clear
from stock or die. Adjust amount of depression
of actuating valve.
g. Feed may be operating too slow. Turn speed
adjusting screw counterclockwise to increase
speed.
h. Cambered stock. Use special stock clamp.
a. Stock is excessively dirty or oily.
b. Feed is operating too fast. Turn speed adjust-
ing screw clockwise to slow down.
c. Stock has large slitting burr. Check clearance
between clamps and stock.
d. Stock and feed clamps may be loose.
a. Small “O” Ring from E valve, on end of
actuating valve.
a. “O” Ring around control tube and inside main
piston, cut loose or badly worn.
a. Springs are weak, broken, or wrong ones.
b. “O” Rings badly swollen.
c. Clamps badly grooved.
a. Possible small “O” Ring for E valve is on
mechanical actuation.
a. Low volume of air.
a. Main actuating is being hit at a slant rather
than directly on top. (This true mostly in larger
feeds).
a. Small “O” Ring on the pilot operated valve is
missing or torn.
13. Over feeding.
14. Slide goes back and stays.
15. Slide block actuates back and forth very fast
when actuating valve is depressed.
16. Feed clamps not releasing before sliding
back.
17. Slide blocks slow to react.
18. Snap rings on pilot operate valve being
pushed out, especially on larger feeds.
19. Feed clamps not releasing before slide
blocks return to rear.
20. Cannot slow feed down with the adjusting
screw.
