
Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
289
Adaptive Tool Path Planning Strategy for Freeform Surface Machining
using Point Cloud
Mandeep Dhanda
1
and S.S. Pande
2
1
Indian Institute of Technology Bombay, India, [email protected]
2
Indian Institute of Technology Bombay, India, [email protected]
ABSTRACT
This paper reports the development of an efficient tool path planning strategy for
machining of freeform surfaces directly from their representation in the form of point
cloud without interim surface fitting. A grid based adaptive planar strategy has been
designed and implemented for 3-axis CNC machining using ball end mill. Uniform CL
grid points are initially computed by using tool inverse offset algorithm. Estimating
the chordal and scallop errors likely to be produced, adaptive grid refinement is
carried out iteratively till the errors converge below the prescribed tolerance limits.
Adaptive grid (CL) points are subsequently processed to generate the final CNC part
programs in the ISO format. The part programs were extensively tested for various
case studies using the commercial CNC simulator as well on the actual CNC machine.
Effects of variation of grid size and cloud point density were studied for grid optimality
and their effect on the quality of CNC programs generated. The results were
compared with those from the commercial software. Our system was found to
generate more efficient tool paths in terms of enhanced productivity, part quality and
reduced memory requirement.
Keywords: Point cloud, Adaptive tool path planning, 3-axis CNC machining.
DOI: https://doi.org/10.14733/cadaps.2019.289-307
1 INTRODUCTION
Today complex freeform surfaces are widely used on parts in various automotive, aerospace,
die/mold and medical implant manufacturing industries to meet various functional and aesthetic
requirements of the products [1]. Multi-axis (3-5 axis) CNC machines are widely used to manufacture
the free form surface parts owing to their programmable flexibility and ability to machine diverse
materials. Efficiency of CNC machining is dictated to a large extent by the availability of error free,
efficient part programs. Researchers worldwide are therefore, attempting to develop various tool
path planning strategies to efficiently machine free form surfaces on multi-axis CNC machines.
Majority of these research efforts are focused on using CAD part models represented in parametric
or mesh based (STL) formats [4],[6-8],[17],[19].

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
290
Of late, reverse engineering is being widely used to replicate an existing part and/or modify it to
suit part functional and aesthetic requirements. It forms an important alternative route for product
development. Literature reveals that major research efforts are focused on reconstructing the surface
from scanned data points (point cloud) and using this CAD model subsequently for planning the CNC
tool path [14],[22]. This procedure is however, computationally expensive as well as less accurate
(error prone) [2]. A need thus, exists to develop efficient algorithms for CNC tool path planning for
complex free form surfaces represented as point cloud without the need of surface fitting. Direct tool
path generation from point cloud would significantly shorten the reverse engineering cycle of a
component and in turn, reduce the costs by eliminating the scan processing costs [2]. The challenging
task is to compute differential geometric properties of the surface model such as normal and
curvature, which are readily available from the mathematical expression of a continuous surface, can
now only, be estimated with unknown estimation error [5].This derives the motivation to develop
fundamental algorithm for direct generation of efficient CNC part programme from unorganized point
cloud which represents the CAD part models. In this paper, we present an approach that produces
high productivity and quality NC tool paths directly from massive point data without laborious CAD
model reconstruction.
The rest of the paper is organized as under. Section 2 presents the literature review for different
attempts made in this direction and scope of work related to tool path generation directly from point
cloud data. Section 3 presents the grid based adaptive algorithm for tool path planning and the
associated functional modules in the system developed. Results from various case studies are
presented in section 4. Summarized important conclusions from the work are in Section 5.
2 REVIEW OF LITERATURE
Literature reports three main tool path planning strategies (iso-parametric [17], iso-planar [8] and
iso-scallop [19] for the machining of freeform surfaces. Each has its own advantages and limitations
[13]. Iso-parametric strategy is computationally simple but produces varying scallop heights. Iso-
planar is most widely used but generates redundant machining. Though iso-scallop generates
constant scallop, it is computationally complex and time consuming [13]. The main drawback of all
these strategies is that they are feature blind. Of late, attempts are being made to address this issue
using surface properties like normal (iso-phote) angle and curvature variations [7],[13]. Han et al.
[7] reported that the iso-phote based tool paths were shorter than the iso-planar but longer than
the iso-parametric. Ding et al. [4] divided the parametric surface into two regions using iso-photes
and observed that the global path planning strategy gives better surface finish at steeper regions
but generates redundant tool paths. Using surface curvature, Giri et al. [6] observed that number
of tool paths could be reduced significantly if they lied along convex directions. Tourier and Duc [21]
observed that the tool paths are more spaced when curvature is concave than when it is convex.
All the above tool path planning strategies focus on the surfaces defined by explicit/implicit
surface equations. Compared to the work on parametric or mesh based CAD models, very few
attempts have been reported on directly using point cloud for tool path planning which circumvents
the surface reconstruction issue and the associated problems. Feng et al. [5] proposed a CL-net cell
approach to cluster points in each cell. CL points are established by taking a weighted average of the
CL-net node positions to meet the machining error and maximum scallop height requirements. They,
however, reported that bounding the machining error is not really guaranteed by this approach. Teng
et al. [20] introduced a machining area segmentation approach based on the measure of geometric
complexity of data points. Regions of high and low complexities are segregated and machined
separately using the CL-net cell algorithm. Result shows that high machining efficiency is achieved
with machining area segmentation. However, challenge is sharp corner of convex hull enclosing data
points. Liu et al. [16] reported an approach for iso-scallop/iso-cusp tool path planning using one
boundaries of the surface as the initial tool path. The methodology claimed to provide constant scallop
height. However, the density of points governed the accuracy of tool paths generated. Chui et al. [3]
partitioned the scanned raw 3D data into bands. Intersections between the spheres located at each

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
291
data point were computed. By joining the points with circular arcs, the tool path is generated. No
details have been provided on the accuracy of finish cut machining.
A new approach Inverse offset method (IOM) was proposed by Kishinami et al. [11], to generate
cutter paths from 3D regular/irregular point data. It uses the concept of machining a single point in
space using an arbitrarily shaped tool to generate self-interference free cutter paths on a forward
and side step grid projected onto X-Y plane. Several authors [9],[10],[15] have reported generation
of cutter paths using the IOM with constant grid sizes. Kayal [9] used IOM to adaptively refined grid
based on the surface slope and curvatures to limit the surface error within tolerance. Though the
machining efficiency significantly improved, accuracy of the machined surface was dependent on the
estimation of curvature value and its use for adaptive grid generation. If the entire surface is
machined with the smallest grid sizes in the forward and transverse directions, there will be
redundant CL-point data in some regions and the machining efficiency will be reduced drastically.
Therefore, it is critical to recognize the geometric features of the point-based surface within cutter
path planning in order to achieve the machined surface with the desired accuracy, and with reduction
of the machining time [5].
The present work is an attempt in this direction. It aims to develop a grid based adaptive planar
tool path strategy directly from the point-cloud data with the adaptive grid sizes determined based
on the surface slopes and curvatures to maintain the machined surface error (chordal deviation and
cusp) within tolerance. In what follows, the grid based algorithm for tool path planning for 3-axis
CNC machining is presented in detail.
3 GRID BASED ADAPTIVE TOOL PATH PLANNING SYSTEM
The developed system has three functional modules - Data pre-processor, Tool path generation and
Post-processor. The system takes four inputs from the user viz; part model point cloud data,
permissible chordal step error, permissible scallop height and the diameter of the ball end mill. It
automatically generates the final post-processed CNC program (G/M format) for 3 axis CNC machine
in ISO format. Various functional modules in the system are discussed one by one.
3.1 Data Pre-processor
Input to this system module is the part model point cloud data (X, Y, Z coordinates).This could be
the data from a 3D CMM/Laser scanner as an unorganized point data set. The Pre-Processor module
carries out two functional tasks viz. Uniform grid generation and (CL) grid point computation as
outlined below
3.1.1
Uniform 2D grid generation
Input data points for the surface model are projected onto X-Y plane. A 2D mesh (grid) of points is
prepared by computing extents (minimum, maximum) of the projected coordinates in the X-Y plane.
Considering the Forward and Transverse (side step) directions to be X and Y, constant grid sizes g
x
and g
y
are computed in relation to the tool radius (Fig. 1).
Various grid spacing (g
x
, g
y
) based on the tool radius (R) were tried out. To test the efficacy of grid
size (spacing), concept of tool shadow was used i.e. how many grid cells are present in the projected
tool diameter (circle).The grid spacing (g
x
, g
y
), called as the step-forward and side step-intervals in
cutter-path planning, are critical for ensuring the accuracy and efficiency of the machining process
[9]. The step-forward distance controls local gouging in the forward (X) direction whereas the side
step-interval distance governs cusps (scallops) in the transverse (Y) direction.
3.1.2
CL grid point Computation
For the uniform grid, CL grid points (Z values) are calculated using the Inverse tool offset algorithm
(IOM) [9]. Considering each grid point of the mesh(X-Y) as center, a circle with a radius equal to tool
radius (R) (tool shadow) is constructed and is moved successively over the whole grid surface.

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
292
Through the grid points which lie inside the circle CC-region (tool shadow area), grid lines running
parallel to the tool axis (+Z) are constructed (Fig. 2).
Figure 1: Uniform 2D grid cells.
Figure 2: Tool shadow (CC) region with grid points and Z lines.
The cutter center point of the inverted ball end mill (Sphere) is placed at each point of the point
cloud which lie inside the tool circle (CC-region).The grid line selected at the center of tool circle
intersects with each inverted tool and produces intersection points. The highest intersection point
(Z-height) is considered as the valid CL-point for each grid line and others are discarded (Fig. 3a).
The same procedure is repeated at each grid point by successively moving the tool shadow circle.
The point cloud is thus, mapped to generate valid CL points (Fig. 3b). The main advantage of this
algorithm is in generating gouge free offset points.

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
293
( a ) ( b )
Figure 3: (a) Uniform CL point generation using IOM, (b) Valid CL points.
The toolpaths is defined as a sequence of valid CL-points with raster (Zigzag) planar path using linear
interpolation. The initial (uniform) grid based tool path so generated is analyzed for chordal and
scallop errors likely to be produced and adaptively refined to control the error values. The uniform
CL point tool path generated can be used for roughing strategy with proper choice of flat end mill
cutter.
3.2 Tool Path Generation
The tool path generation is divided into various functional submodules as under.
3.2.1
Curvature Computation in Forward and Side Step directions
To estimate the value of the chordal deviation (Forward error) in the X-Z plane and cusp (scallop)
height (side step error) in the Y-Z plane, curvatures (
ρ
1
,ρ
2
) are calculated in both X and Y directions
from the initially generated uniform CL grid points. Curvature computation in both the forward and
side step directions were carried out in Matlab [12]. The procedure first fits polygons to the set of
2D points and then calculates the analytical curvature from the polygons, using the neighboring
points of each line/contour points. This algorithm was implemented and validated with the analytical
curvature procedure for various case studies. It was found to give error less than 0.01% and was
thus, chosen for this work. Using the curvature value, the chordal deviation due to the forward step
and the cusp height due to the side step were calculated.
3.2.2
Computation of Chordal and Cusp Errors
To estimate value of the chordal deviation in the X-Z plane and cusp height in the Y-Z plane, the
slope
,,
,
xy
i j i j
and curvatures
12
,
are calculated from the initially generated uniform CL points.
Given a set of CL points (Fig. 4) slopes angles
,,
,
xy
i j i j
can be computed in the X and Y directions
respectively as

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
294
Figure 4: Slope angles for CL-segments.
1
,
, 1,
cos
x
x
ij
i j i j
g
CL CL
1
,
, , 1
cos
y
y
ij
i j i j
g
CL CL
3.2.3
Computation of Chordal Error
When the cutter path is approximated by connecting adjacent CL-points by straight line segments,
the contour error is the deviation of the path from the corresponding CL-curve. This error
,
x
ij
e
is
defined as the chordal deviation in X-Z (Fig. 5). Given a step-forward distance (g
x
), the chordal
deviation
,
x
ij
e
is calculated in terms of the slope
,
x
ij
and curvature
1
of the CL curve segment
in the forward direction (X) [9].
For Convex region (
ρ
1
> 0)
2
x
x
2
11
i,j
x
i,j
g
= - -
2cos
e
For Concave region (
ρ
1
< 0)
2
x
x
2
11
i,j
x
i,j
g
=-
2cos
e
(3.1)
(3.2)
(3.3)
(3.4)

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
295
Figure 5: Chordal deviation in forward direction.
3.2.4
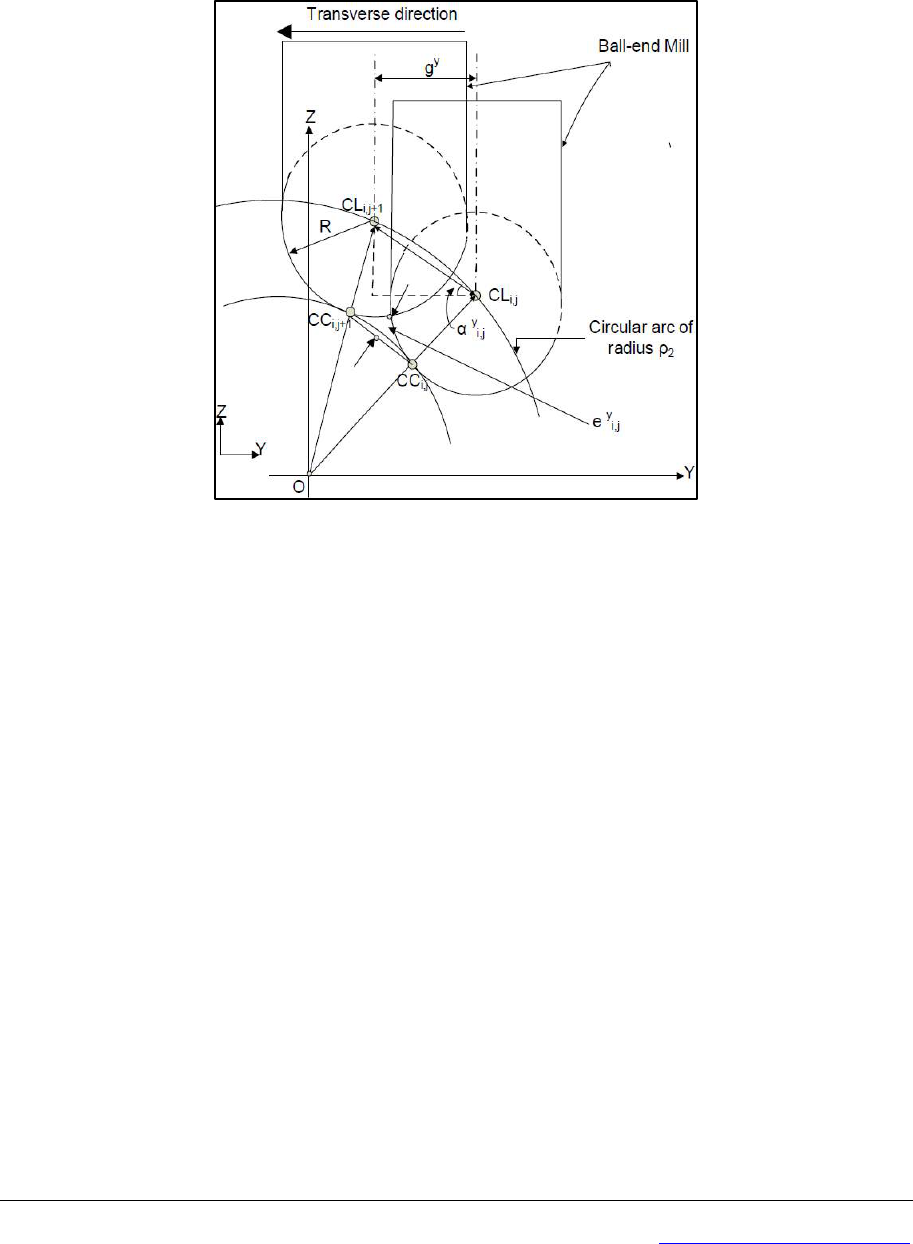
Computation of Cusp height
The region left un-machined between consecutive cutter paths in the transverse (side step) direction
(Y-Z plane) is called the scallop or cusp, the upper limit being termed as the Cusp height
,
y
ij
e
(Fig.
6). Given a step-interval distance (g
y
) and cutter radius R, the cusp height
,
y
ij
e
is derived in terms
of the slope
,
y
ij
and curvature (
ρ
2
) of the CL-curve segment in the transverse (Y) direction [9].
For Convex region (
ρ
2
> 0)
2
22
22
yy
y
2
i,j
yy
i,j i,j
gg
= - R - R
2cos 2cos
e
For Concave region (
ρ
2
< 0)
2
22
22
yy
y
2
i,j
yy
i,j i,j
gg
= - R - R
2cos 2cos
e
These calculations are done at each grid point of the mesh cell.
(3.5)
(3.6)
Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
296
Figure 6: Cusp height in transverse direction.
3.2.5
Analysis of Error and Grid Segmentation
Analysis of machined surface error is carried out independently in both the forward and step
directions from the CL-points generated with constant grid size g
x
and g
y
. If the machined surface
error exceeds the specified tolerance, then the grid of points is refined through segmentation. The
segmentation in the forward direction (X) is related to the number of linear segments required to
complete the tool path. In practice, it governs the size of CNC program rather than the total distance
(or the machining time) of the cutter path. Segmentation in the transverse direction, however,
increases the total distance travelled by the cutter and consequently increases the machining time.
As a result, to meet the desired tolerance segmentation is first done in the forward direction followed
by the segmentation in the transverse (side step) direction. Important steps of algorithm are as
under.
Given:A (m×n) grid of CL-points generated with constant grid sizes g
x
(X-direction) and g
y
(Y-
direction).
1. The chordal deviations and cusp heights are estimated using Eqns. (3.1-3.6).
2. If Error > user specified tolerance, choose
g
x
= g
x
/M , where M =[1,……..10] and g
y
= g
y
/N , where N = [1,……..10]
3. The segmentation is performed by choosing the grid sizes g
x
/2,g
x
/3…….g
x
/M (M is an integer-
max 10) in the X direction and similarly in the Y direction respectively until the error is within
specified tolerance. Store g
x
and g
y
value in new matrix corresponding to the calculated value
of M and N. The radii of curvature and slope angles are unchanged during segmentation.
4. Store a new matrix (gx_new2) of g
x
[mxn] in forward direction after segmentation
5. Store a new grid matrix (gy_new2) of g
y
[mxn] after taking the maximum value of segments
(grid points) between each two successive side steps( Y planes).
6. These new grid matrix gx and gy are input to the meshgrid which now becomes an adaptive
meshgrid.

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
297
7. The entire procedure of computing new CL points, tool path, error computation and analysis
(steps 1-6) is repeated to generate adaptive CL points till both chordal and scallop errors are
in limit.
3.2.6
Adaptive Grid Refinement
Once all grid point segments are determined in both directions, adaptive grid is generated as under.
1. First store the new grid points for forward direction. Find the maximum value of segments
(grid points) between each two successive side steps (Y) and store these new grid points in
Y direction.
2. Generate adaptive grid of 2D points in the X-Y plane as shown in Fig. 7 using the number of
segments at Step 1 in the X and Y directions respectively.
Figure 7: Adaptive Grid refinement.
These refined grid points are finally used as input for the adaptive CL point generation.
3.2.7
Generation of Adaptive CL point Tool path
The adaptive grid so generated, is used to generate the CL-points using the IOM algorithm outlined
earlier (Section3.1). One more iteration is carried out for the generated adaptive grid which ensures
that the new adaptive CL points provide tool path with estimated errors in limit. The new adaptive
CL point’s matrix [mxn] will be input to the postprocessor to generate the final CNC program. Fig. 8
shows typical adaptive CL points generated for the point based freeform surface model.
3.3 Post-Processing
The CL points generated finally are connected to create a continuous zig zag pattern for tool motion.
Additional points are added at the start as well as the end of each tool path (Ramp On/Off) to ensure
smooth entry and exit of tool into the workpiece. The CL path is post processed to ISO neutral as
well as for FANUC (G/M) format to create the final CNC part program.

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
298
Figure 8: Adaptive CL points generated.
4 IMPLEMENTATION AND TESTING
The algorithms were implemented in MATLAB R2014b on Windows platform with Intel(R) Core(TM)
i7-4790 CPU, 3.60GHz processor and 16GB RAM. The system was extensively tested for various part
models with varying complexities. For the purpose of testing the algorithms, simulated point data
sets were created by extraction of points from STL files and parametric surface models of complex
freeform surfaces. Effect of varying the initial grid size in the algorithm and the point cloud density
were studied. Results are presented in the sections to follow.
4.1 Effect of variation of grid sizes
Grid size is an important parameter in the algorithm which governs the scallop height, machining
time and code length (memory) of the CNC program. To test the validity of the system, initial grid
size equal to tool radius (g
x
=g
y
=R) was used. The results generated by our system were compared
with those from commercial software (Mastercam X5).The post processed CNC program (G/M code)
was simulated in Vericut 8 software, and the performance parameters such as machining time and
scallop height were estimated (measured) using Vericut software and our developed data processing
software (Appendix A). Results for two typical case studies are presented here.
4.1.1
Case Studies
Fig. 9 shows the point cloud part model C1-10201 points (work size 50x50x10mm), CL points
generated and the planar meshgrid with grid size equal to tool radius (R). For all the case studies,
following parameters were set for the generation of tool paths and the NC program: Allowable
forward step error: 0.05mm; Allowable Scallop Height: 0.05mm; Tool diameter: 6.35mm (0.2
inches); Feed: 127.28 mmpm (5 inches/min); Spindle Speed: 1591rpm.
CNC program generated with our system was simulated in Vericut 8.0 software (Fig. 10) for
visualization and estimation of parameters such as machining time and scallop heights.
Table 1 shows the effect of variation of initial grid size from coarser (g
x
=g
y
=2R) to finer (g
x
=g
y
=R/3) on code length (size) and the estimated machining time (path length) for all the case
studies together with the results obtained with Matercam. It is seen that the side step is a significant
factor in path planning which governs the machining time. For example in C1(Table 1), comparing
the final adaptive grid size for R/2 - (51x67) and R/3 –(51x84), Forward grid size 51 remains same
while the side step grid size 67 increases to 84, thereby increases the machining time from 28:36min

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
299
(R/2) to 35:31 min (R/3). This is because each additional row (grid point in Y side step) is a new
tool path which will add to the machining time. Insertion of points in forward step controls only the
chordal error and does not affect the machining time much. It however, increases the code length.
Figure 9: Case study–C1. Figure 10: Simulated machined surface in Vericut(C1).
Table 1: Effect of variation of grid size.
To test the optimality of grid size and adaptive nature of the algorithm, a complex Bicubic Bezier
surface patch (Case study- C2) was specifically designed with 16 control points. The patch was
rectangular in both the Parametric (u,v) and Cartesian domain (X-Y projection). Equation of Bezier
Bicubic Surface patch is given as [18]
),( vuP
33
,3 ,3 ,
00
( ) ( )
i j i j
ij
B u B v P
,
0
u
1
and
0
v
1
Where B
i,3
(u) and B
j,3
(v) are the Bernstein basis functions in the u and v parametric directions.
This case study was conceived as an endurance test for a complex profile (part -100x100x80mm -
1002001 points). Fig. 11 shows the control points and the CL points generated over the point cloud
model. All the parameters were kept same for the generation of tool path as in case study C1. The
Case
Study
Grid size
g
x
= g
y
Starting grid
size
Final grid
size
Code
length
Machining
time(min)
Mastercam
results
C1
2R
9x9
21x50
885
20:41
Code
length-4334,
M/c time-
25:13 min
R
17x17
28x54
1085
22:16
R/2
34x34
51x67
2356
28:36
R/3
51x51
51x84
4294
35:31
C2
2R
17x17
30x100
2542
1h:18min:53s
Code
length-1708,
M/c time-
1h:27min:26s
R
34x34
34x108
3682
1h:27min:56s
R/2
67x67
73x133
8945
1h:48min:03s
R/3
101x101
110x144
14590
1h:58min:22s
(4.1)

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
300
system successfully generated the CNC program with 3896 lines. Fig. 12 shows the machined surface
simulated in Vericut. Trends of results in case study C2 (Table1) were similar to Case Study C1. For
example comparing final grid size 2R – (30x100) and for R – (34x108), it is seen that the machining
time increases from 1:18:53min (2R) to 1:27:56 min(R). The side step thus, governs the machining
time. The Case studies (Table1) suggest that from the consideration of machining time only, grid
size [2R or R] can be chosen as an optimal starting grid, the values being less than those from
Mastercam.
Figure 11: Case study–C2. Figure 12: Simulated machined surface in Vericut(C2).
Study of variation of scallop for these grid sizes gives further insight into the optimality of grid.
Scallop computation of various grid sizes for the case studies (C1, C2) was carried out on the
simulated machined surface. Vericut software provides the user a CAD measurement tool to find
scallop height at particular points. This system of measurement however, is very approximate,
cumbersome, error-prone and can even leave some of the areas unobserved. Hence, data processing
software was designed and developed for the computation and evaluation of the surface
quality/Scallop from the simulated CNC program. Appendix A presents the salient features of this
scallop height calculation module in detail.
Scallop estimation for the two case studies was done on simulated machined surface with the
help of the developed scallop computation system (Appendix A) and histograms of Scallop variation
Vs Frequency were generated for all cases. Histogram for one typical case study (C2) with grid size=R
and Mastercam is presented here (Fig. 13).
Fig. 13(a) shows that scallop is well controlled within the chosen tolerance limits (0.05mm) over
the surface indicating the effectiveness of the adaptive nature of the tool path generated by our
system. About 90-95% of scallop values are under tolerance (<0.05mm) with very few readings
going beyond the prescribed tolerance limit. This could also be due to the approximations resulting
from the STL file from Vericut simulated machined surface, curve fitting and the choice of spacing
between cross sectional planes for computation. Histogram (Fig. 13(a)) shows that the % of scallop
values which exceed the tolerance value (0.05mm) are 5-10% for our system compared to about
41% for Mastercam (Fig. 13(b)).

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
301
( a ) ( b )
Figure 13: Scallop-Frequency Histogram plots (C2): (a) grid size = R; (b) Mastercam.
Table 2 shows the consolidated results of the scallop-frequency histogram generated for the two
cases. It is seen that, the performance parameters given by our algorithm are superior compared to
those from Mastercam. From the scallop consideration, there is no perceptible difference between
grid size 2R, R and R/2 in terms of Average scallop height and % exceeding tolerance value. From
product accuracy point of view, grid size R/2 is better while from the machining time considerations
choice of 2R seems good. As a tradeoff between part surface accuracy and the machining time, initial
grid size R would, thus, be a good choice. Peak frequency of scallops is increasing from coarser grid
size 2R (10%) to denser R/3(13%) with reduction in the scallop spread which also suggest that initial
grid size R would be optimal.
Case
Study
Grid size
g
x
= g
y
=
Reading>0.05mm
Peak
Frequency
PF Scallop
Range
Avg.
Scallop
Scallop
Spread
C1
2R
2%
25%
0.039-0.042
0.0391
0.024-0.06
R
0%
29%
0.035-0.04
0.0354
0.015-0.05
R/2
0%
24%
0.024-0.026
0.0231
0.008-0.032
R/3
0%
42%
0.01-0.015
0.0174
0-0.04
Mastercam
21%
22%
0.048-0.051
0.0452
0.024-0.057
C2
2R
11%
10%
0.04-0.042
0.0389
0.001-0.074
R
10%
11%
0.04-0.042
0.0384
0.001-0.078
R/2
5%
12%
0.027-0.03
0.0302
0.001-0.075
R/3
6%
13%
0.039-0.042
0.0336
0.001-0.069
Mastercam
41%
10%
0.046-0.048
0.0477
0.002-0.082
Table 2: Scallop Frequency Histogram- consolidated result.
Table 3 presents the variation of average scallop for various grid sizes chosen for the case studies.
It can be seen that average scallop height depends significantly on the increase in grid size in the
side step direction(Y direction) to meet the scallop tolerance requirement. Using Average scallop to

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
302
rank and select the optimum grid size, it looks best to have coarsest possible grid size which meets
the tolerance value as this will minimize both the code size and machining time. In general, the Y
grid gets finer to meet the tolerance (scallop) requirement. Further refining the grid would not
improve part quality but would only increase no. of CL points, the code length as well as the
machining time. On the whole, choice of the starting grid spacing (g
x
=g
y
= R) looks logical. This
would provide a good trade-off between amount of path redundancy and the fineness of scallop. We
have thus, chosen the optimal starting grid size for our system to be g
x
=g
y
= R.
Grid Size
Case Study (C1)
Case Study (C2)
g
x
= g
y
=
Initial Grid
Size
Final Grid
Size
Average
Scallop
(mm)
Initial Grid
Size
Final Grid
Size
Average
Scallop
(mm)
2R
9x9
21x50
0.0391
17x17
30x100
0.0389
R
17x17
28x54
0.0354
34x34
34x108
0.0384
R/2
34x34
51x67
0.0231
67x67
73x133
0.0302
R/3
51x51
51x84
0.0174
101x101
110x144
0.0336
Table 3: Effect of variation of grid size on average scallop.
4.2 Effect of variation of point density
To study the effect of variation of point density, the CAD models were simplified in MeshLab and
points were extracted. Table 4 shows the effect of point density on the quality of CNC program in
terms of % scallop exceeding tolerance, average scallop height and the spread. It is seen that
reducing the point cloud density, % scallop readings exceeding tolerance limit (50µm) increases
eventually.
Case
Study
No. of Cloud
Points
Scallop
Reading>0.05mm
Avg
Scallop(mm)
Scallop
Spread(mm)
C1
10201
0%
0.0354
0.015-0.05
5177
3%
0.0364
0.015-0.06
2686
30%
0.0456
0.02-0.09
C2
111556
6%
0.0369
0.002-0.068
63001
6%
0.0368
0.002-0.064
40401
7%
0.0372
0.002-0.068
10201
10%
0.0384
0.001-0.078
8281
15%
0.0393
0.001-0.084
4489
61%
0.0574
0-0.12
Table 4: Effect of variation of point density.

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
303
Complexity of the surface governs the minimum number of points required to control scallop within
tolerance. For the case 1(Table 4), approximately 5000 points seems to minimum required while for
case 2, approximately 10000 points seems to minimum required. Increasing point density beyond
these values does not improve the part quality and results in the redundancy of points. Effect of
sparse points seems to be very significant. Since most scanners today produce dense point cloud,
the quality of CNC program generated by our algorithm will not be affected by the point cloud in
terms of scallop control.
4.3 Comparison with commercial software
The CNC programs generated by our system were compared with those by Mastercam X5 for the
same part surface. Since, Mastercam does not take point cloud as an input for toolpath generation;
it was converted to an STL file and input to Mastercam. Iso-planar Zigzag strategy was employed in
Mastercam for scallop tolerance limit 0.05mm (with a side step of 1.09mm). NC files generated both
from our system and Mastercam were simulated in Vericut for comparing performance parameters
like code length, cutting distance, machining cycle time, MRR (material removal rate) and average
scallop. MRR is estimated as the ratio of volume removal/machining time. The scallop tolerance limit
was given as an input and fixed side step was chosen automatically in Mastercam as it does not
provide any guidance to choose the step-over. In comparison the side step value in our system is
automatically calculated and is seen to vary adaptively from 0.75 to 1mm for the cases. Optimal
initial grid size was chosen equal to R for all the cases. Table 5 shows the results of the comparison.
Case Study
Parameter
Our System
MastercamX5
(Iso-planar )
C1
Code Length
1085
4334
Cutting Distance (mm)
2879.30
4243.63
Machining Time (min)
22:16
25:13
Volume Removal (mm
3
)
17017.49
24619.50
MRR (mm
3
/min)
767.93
979.69
Average Scallop (mm)
0.0354
0.0452
C2
Code Length
3682
1708
Cutting Distance (mm)
11414.32
12193.67
Machining Time
(hr:min:sec)
1:27:56
1:27:26
Volume Removal (mm
3
)
105767.15
135553.44
MRR (mm
3
/min)
1207.94
1553.44
Average Scallop (mm)
0.0384
0.0477
Table 5: Comparison of developed strategy with Mastercam X5.
It is seen that the performance parameters (code length, cutting distance, machining time, MRR,
average scallop) for case study C1 and C2 given by our system are less than their corresponding

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
304
values given by Mastercam X5-Isoplanar strategy. In particular, for Case C1 the reductions in values
are: Code length (75%), cutting distance (32%), machining time (12%), MRR (21%) and average
scallop (22%). For Case C2, the measures are cutting distance (6%), MRR (22%) and average scallop
(19%) less than Mastercam with comparable machining time. To control the chordal error, more
segmentation seems to have occurred in forward direction which possibly increased the code length.
The machining time however, has remained unchanged. From productivity point of view for case C1,
our algorithm is much superior whereas for C2 it is closer to Mastercam values. But from quality
(scallop) consideration our algorithm for both cases (C1 and C2) performs better than Mastercam.
This shows that the adaptive grid based planar strategy developed in this work is much superior to
the iso-planar strategy in the commercial software.
4.4 Machining Trial
To validate the CNC program generated by our system, machining trial was carried out on a 3-axis
Hardinge VMC 600II Siemens (Sinumerik controller) CNC Machine available at IIT Bombay. NC file
for case study C2 (Bezier Patch) was chosen for this trial. Machining was carried out on Aluminium
block (100x100x80mm) in two stages viz. Roughing followed by Finishing. Rough machining was
done with Flat end Mill (Ø6mm) leaving 1mm stock on drive for finish cut. Following parameters are
chosen for finish machining: Tool: Ball end Mill (Ø6mm), Feed rate: 127.8 mmpm, Spindle speed:
1500 rpm, Total tolerance: 0.05mm, Finish depth of cut: 1mm, Cutting Method: Zigzag Adaptive
planar.
(a) (b)
Figure 14: (a) Finishing Metal Component (C2), (b) Surface roughness measurement.
Fig. 14(a) shows the finished metal component. The part looks very similar to the CAD model (Bezier
freeform surface) designed and had a good surface finish. The finishing tool path (forward and side
step) with fine scallop and the complex shape produced are clearly seen.
Surface roughness (Scallop height) measurement was carried out on the machined component
with the help of non-contact optical Surface Profilometer (Alicona- Infinitefocus G4) available at IIT
Bombay. Fig. 14(b) shows the result of one of the Alicona images part. Roughness measurements
perpendicular to the lay direction were analyzed. Results show that Rz (peak to valley height
roughness) values for the surface varies between 20µm to 46µm and are within tolerance limit
(50µm) specified. This indicates the adaptive nature of the developed system.
5 CONCLUSIONS
The grid based adaptive tool path planning strategy developed in this work generates efficient CNC
program directly from the point cloud without the need of surface reconstruction. The developed

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
305
strategy reduces path redundancy and keeps variation in scallop height under control due to the
adaptive nature of the tool path. Selection of grid sizes for roughing and finishing is governed by
whether to achieve high productivity(less machining time) or superior part quality (high surface
finish). Our algorithm provides a trade-off between redundant path planning and the requirement of
finer scallop. Grid size (segmentation) in side step direction governs the average scallop height and
machining time. Sparse point density affects the quality of CNC code in terms of scallop height
generated. However for dense point sets, part quality provided by our algorithm is invariant. The
system offers significant advantages over the popular commercial iso-planar strategy in terms of
enhanced productivity and product quality. In the scope of the case studies considered, the strategy
gives significant reduction in NC program code length, cutting distance, machining time, MRR and
average scallop depending on the complexity of the surface. The algorithm is robust and
computationally efficient in generating error free CNC program.
ACKNOLEDGEMENT
The financial support received by the first author from the NCAIR (National Centre for Aerospace
Innovation and Research) of IIT Bombay-India is gratefully acknowledged.
Mandeep Dhanda
, https://orcid.org/0000-0003-1168-9299
S.S. Pande
, https://orcid.org/0000-0001-8805-1854
REFERENCES
[1] Choi, B.K.; Jerard, R.B.: Scupltured surface machining: theory and applications, Dordrecht:
Kluwer Academic Publishers, the University of Michigan, USA, 1998.
[2] Chui, K.L.; Chiu, W.K.; Yu, K.M.: Direct 5-axis tool-path generation from point cloud input
using 3D biarc fitting, Robotics and Computer-Integrated Manufacturing, 24(2) ,2008, 270–
286.
https://doi.org/10.1016/j.rcim.2006.11.004
[3] Chui, K.L.; Yu, K.M.; Lee, T. C.: Direct tool-path generation from massive point input,
Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering
Manufacture, 216(2), 2002, 199-206. https://doi.org/10.1243/0954405021519843
[4] Ding, S.; Mannan, M.A.; Poo, A.N.; Yang, D.C.H.; Han, Z.: Adaptive iso-planar tool path
generation for machining of free-form surfaces, Computer-Aided Design, 35(2), 2003, 141-
153. https://doi.org/10.1016/S0010-4485(02)00048-9
[5] Feng, H.-Y.; Teng, Z.: Iso-planar piecewise linear NC tool path generation from discrete
measured data points, Computer-Aided Design, 37(1), 2005, 55–64.
https://doi.org/10.1016/j.cad.2004.04.001
[6] Giri, V.; Bezbaruah, D.; Bubna, P.; Choudhury, A. R.: Selection of master cutter paths in
sculptured surface machining by employing curvature principle, International Journal of
Machine Tools and Manufacture, 45(10), 2005, 1202–1209.
https://doi.org/10.1016/j.ijmachtools.2004.12.008
[7] Han, Z.; Yang, D. C. H.: Iso-phote Based Tool-path Generation for Machining Free-form
Surfaces, Journal of Manufacturing Science and Engineering, 121(4), 1999, 656-664.
https://doi.org/10.1115/1.2833094
[8] Huang, Y.; Oliver, J.H.: Non-constant parameter NC tool path generation on sculptured
surfaces, The International Journal of Advanced Manufacturing Technology, 9(5), 1994, 281–
290. https://doi.org/10.1007/BF01781282
[9] Kayal, P.: Inverse offset method for adaptive cutter path generation from point-based surface,
International journal of CAD/CAM, 7, 2007, 1-18.
[10] Kayal, P.: Offset error analysis of ball-end mill for cutter path generation from point-based
Surfaces, The International Journal of Advanced Manufacturing Technology, 36(11-12), 2008,
1133-1144. https://doi.org/10.1007/s00170-007-0933-z

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
306
[11] Kishinami, T.; Kondo, T.; Satio, K.: Inverse offset method for cutter path generation,
Proceedings of the 6
th
International Conference on Production Engineering, Osaka, 1987, 807-
812.
[12] Kroon, D.-J.: Accurate Curvature and Normals of a line/contour consisting of 2D points, Matlab
Function File Exchange-Line Curvature 2D, University of Twente, Netherlands, 2011.
[13] Lasemi, A.; Xue, D.; Gu, P.: Recent development in CNC machining of freeform surfaces-A
state-of-art-review, Computer-Aided Design, 42(7), 2010, 641-654.
https://doi.org/10.1016/j.cad.2010.04.002
[14] Lee, A.-C.; Chen, D.-P.; Lin, C.-L.: A CAD/CAM system from 3D coordinate measuring data,
International Journal of Production Research, 28(12), 1990, 2353–2371.
https://doi.org/10.1080/00207549008942871
[15] Lin, A.C.; Liu, H.-T.: Automatic generation of NC cutter path from massive data points,
Computer-Aided Design, 30(1), 1998, 77-90. https://doi.org/10.1016/S0010-4485(97)00066-
3
[16] Liu, W.; Zhou, L.-S.; An, L.-L.: Constant scallop-height tool path generation for three-axis
discrete data points machining, International Journal of Advanced Manufacturing Technology,
63(1-4), 2012, 137–146. https://doi.org/10.1007/s00170-011-3892-3
[17] Loney, G.C; Ozsoy, T.M: NC machining of free form surfaces, Computer -Aided Design, 19(2),
1987, 85–90. https://doi.org/10.1016/S0010-4485(87)80050-7
[18] Pande, S.S.: Computer Graphics and Product Modeling for CAD/CAM, Alpha Science
International Limited, India, 2011.
[19] Suresh, K.; Yang, D.C.H.: Constant Scallop-height Machining of Free-form Surfaces, ASME
Journal of Engineering for Industry, 116(2), 1994, 253–259.
https://doi.org/10.1115/1.2901938
[20] Teng, Z.; Feng, H.-Y..; Azeem, A.: Generating efficient tool paths from point cloud data via
machining area segmentation, The International Journal of Advanced Manufacturing
Technology 30(3–4), 2006, 254–260. https://doi.org/10.1007/s00170-005-0081-2
[21] Tournier, C.; Duc, E.: A Surface Based Approach for Constant Scallop Height Tool-Path
Generation, The International Journal of Advanced Manufacturing Technology, 19(5), 2002,
318-324. https://doi.org/10.1007/s001700200019
[22] Zhongwei, Y.; Shouwei, J.: Iso-phote based adaptive surface fitting to digitized points and its
applications in region-based tool path generation, slicing and surface triangulation, Computers
in Industry, 55(1), 2004, 15–28. https://doi.org/10.1016/j.compind.2004.01.002
APPENDIX A
ALGORITHM FOR SCALLOP HEIGHT CALCULATION
NC code from the developed system is simulated in Vericut 8.0 and machined surface is exported as
STL file. The STL file is sliced using parallel planes that are perpendicular to the lay direction. The
intersection of the planes and STL model would give points which, in turn, form the surface topology-
pattern with waviness and roughness. Due to the direct slicing of STL facets, the scallop curve is well
defined with very less noise. After getting the point data, next task is to remove waviness and
calculate scallop heights from the shorter frequency point curves. The approach used here is the
polynomial curve fitting to the points. Polynomial models for curves are given by
Where n +1 is the order of the polynomial, n is the degree of the polynomial chosen to be 1
≤ n ≤ 9. Fig. A.1 shows the fitted curve and the residual (scallop curve) for the same fit.
Residual is calculated by
(A.1)

Computer-Aided Design & Applications, 16(2), 2019, 289-307
© 2019 CAD Solutions, LLC, http://www.cad-journal.net
307
R = y(xi) - yi
Where R = residual at the point no. i, np is the total no. of points in the sliced plane/projected
points on a plane, and 1 ≤ i ≤ np.
Fig. A.1: Polynomial curve fitting and scallop pattern plot
Scallop pattern can be clearly seen (Fig. A.1) after the residual calculation. The area is then
segmented based on the side step that is used for tool paths. Scallop height can be calculated by
S = max (yi) – min (yi) Where S is scallop height
Scallop values computed at various points in each plane are stored to calculate Average scallop
height and Histogram.
(A.3)
(A.2)
